Specialty-Grade H2O2 Capacity Grows In China Through Evonik And Fuhua Partnership
Evonik and Fuhua have completed construction of a state-of-the-art hydrogen peroxide plant in Leshan, China. Set to produce specialty-grade hydrogen peroxide for cutting-edge industries like photovoltaics and semiconductors, the facility will enter trial production soon, with full operations expected by Q2 2026.
Facility now entering trial production of specialty grades
Full start-up expected in Q2 2026 with annual production capacity of 20,000 tons
Evonik Fuhua New Materials has completed construction of its hydrogen peroxide (H2O2) facility in Leshan, Sichuan Province, China. The joint venture between Evonik and Fuhua Tongda Chemicals Company (Fuhua) will purify industrial-grade H2O2 into specialty grades to serve high-growth markets in the region. The plant is now preparing to enter trial production, with the first commercial volumes expected in Q2 2026.
Based on technology licensed from Evonik’s Active Oxygens business line, the facility utilizes industrial-grade H2O2 produced by Fuhua as a feedstock. The resulting specialty grades will be offered to meet growing regional demand for high-end applications such as solar cell production, semiconductor manufacturing, food packaging, cosmetics, and pharmaceuticals. The plant is designed with an annual production capacity of 20,000 tons.
Christian Kullmann, Chairman of the Evonik Executive Board, emphasized the strategic importance of the collaboration: “Evonik’s leading position in the global specialty chemicals industry is built on innovation, strong technology platforms, and a global network. This project showcases our exemplary cooperation model with important partners like Fuhua: By combining Evonik’s technological strengths with Fuhua’s industrial chain and local capabilities, we will jointly provide high-quality solutions for customers in the region and globally.”
Dr. Claus Rettig, interim CFO of Evonik and President of Evonik Asia Pacific, added: “This facility will strengthen Evonik’s supply capability and service efficiency in the Asia-Pacific region, particularly in China. Through local cooperation, Evonik will be better positioned to meet the rapidly growing demand for high-purity specialty-grade hydrogen peroxide products, ensuring reliable and efficient support for our customers.”
Fuhua Chairman Zhang Hua underscored the significance of the collaboration: “This partnership with Evonik marks an important milestone in Fuhua’s development toward higher-end and more international operations. The project will further enhance Fuhua’s competitiveness and support national development priorities in new energy, advanced manufacturing, and future-oriented chemical production.”
Hydrogen peroxide is a versatile chemical needed for a wide array of industries. It plays an essential role in applications ranging from electronics to renewable energy and aseptic packaging. Yet after use, the chemical breaks down into only oxygen and water – giving it a particularly beneficial environmental handprint.
Gneuss MC Reinforces Sensor Technology Expertise Through Independent Operations
Gneuss Spins Off Its Sensors and Measurement Technology Division into a Separate Company
Gneuss Kunststofftechnik GmbH, a supplier of plastics processing and recycling equipment and systems, is restructuring its sensor and measurement technology division. As of May 1, 2026, the operational business will be fully transferred to the newly founded Gneuss MC GmbH & Co. KG.
This move is a response to the division’s continuous growth in recent years. Rising demand and increasing technological complexity mean that a more independent organisational structure is necessary.
The new company will consolidate all activities within the Measurement & Controls division, creating a clear structure for further business development. All division employees will transfer to the newly established company.
Gneuss MC develops and manufactures sensor solutions for pressure and temperature measurement in extrusion processes. These systems are designed for demanding industrial applications and ensure reliable measurements even under conditions such as abrasion, corrosion and high temperatures.
Another focus is on customer-specific solutions: Thanks to its in-house manufacturing capabilities, Gneuss can produce both standardised and custom-designed sensors. The portfolio is complemented by digital technologies, including fully digital sensors and RFID-based systems for measuring and monitoring equipment.
“With this spin-off, we are creating the structural conditions to consistently further develop our sensor and measurement technologies and strengthen our position as a technology leader in the long term,” says Dr Stephan Gneuss.
PPWR Compliance Compass By R-Cycle And TILISCO Enhances Regulatory Readiness
The clock is ticking for the packaging industry: Key requirements of the EU Packaging and Packaging Waste Regulation (PPWR) will take effect on August 12, 2026. To support packaging manufacturers in this monumental task, R-Cycle, together with packaging management specialist TILISCO, is presenting a new AI-based software-as-a-service solution – the PPWR Compliance Compass – at this year’s Interpack in Düsseldorf (Hall 7a, Booth C10, Start-up Zone).
AI-powered data aggregation instead of manual effort
In practice, the biggest hurdle in implementing the PPWR often lies in scattered and incomplete data. Information is often stored in different systems and formats – for example, in PDFs, Excel sheets, or emails from suppliers. This is where the PPWR Compliance Compass comes in with its AI-powered data capturing.
A specially trained artificial intelligence automatically extracts and aggregates all relevant packaging data from various sources. Missing information is easily completed with the help of specific supplier inquiries. Users receive a transparent overview of their packaging portfolio via a dashboard. As soon as all necessary packaging information is available, they can generate the legally required declaration of conformity at the click of a button.
Intelligent GAP analysis for efficient results
A key feature of the tool is its built-in GAP analysis. The system immediately compares the existing data set with the current PPWR requirements. An intuitive traffic-light system visualizes the compliance status of the entire portfolio and immediately highlights any missing or critical information. Particularly practical: Users can request the missing information from their respective suppliers directly within the tool to efficiently close data gaps.
The PPWR Compliance Compass enables rapid implementation of all currently relevant requirements while also ensuring future-proofing, as it evolves alongside regulatory requirements. The focus is on the information required to comply with PPWR regulations from the effective date of August 12, 2026 – this simplifies the process and enables timely implementation for companies, even if they do not yet have the necessary in-house expertise and resources. The scope of the tool will be gradually expanded in line with growing legal requirements, ensuring that users can continue to meet the current PPWR compliance requirements at the click of a button and get transparency regarding the regulatory landscape. To achieve this, R-Cycle draws on a large network of various expert communities that continuously address the interpretation and application of regulatory requirements.
The PPWR Compliance Compass Live
Visitors to Interpack can experience the tool’s capabilities firsthand at the R-Cycle booth – from easy-to-use AI-based data capturing to the final declaration of conformity. The comprehensive demo version covers various types of packaging (FMCG, industrial, logistics, etc.) and provides a step-by-step guide to using the tool.
“Packaging manufacturers should be able to focus on what matters most, rather than wasting valuable time manually searching for and preparing data,” explains Dr. Benedikt Brenken, Director of R-Cycle. “That’s why we offer an AI-powered solution that enables users to achieve rapid PPWR compliance based on a streamlined and easy-to-use platform.”
A key advantage of the solution is its technological backbone: The system uses open and global GS1 standards. These form the global “language of business” and ensure a future-proof infrastructure that enables seamless interoperability between manufacturers, suppliers, and retailers.
Exclusive Partnership: Regulatory Expertise Meets Digital Innovation
The development of the PPWR Compliance Compass is the result of an exclusive partnership between ProData GmbH and TILISCO GmbH. This collaboration combines TILISCO’s technical and regulatory expertise in comprehensive packaging management with ProData’s proven R-Cycle platform for the digitization of packaging data. The unique value proposition for the customer: The software incorporates the necessary expertise to comply with complex EU regulations and is based on R-Cycle’s proven data standards, which are already used by a community of over 50 renowned companies across the entire value chain.
Ultraled Displays Opens Doors To Its Mumbai Experience Centre
This premier company-owned Experience Centre in Mumbai will serve as a high-touch brand engagement space and a specialized training platform for channel partners, and customers.
Five additional centres planned; expansion to Hyderabad, Bengaluru and Kolkata underway
UltraLED Displays, a Titan Intech Ltd brand specializing in LED display solutions, has inaugurated its Mumbai Experience Centre, marking the launch of its second company-owned hub and a key step in its national expansion journey. This also marks the company’s second experience centre launch within a week, underscoring its rapid expansion strategy and strong commitment towards enabling immersive product experiences for customers and partners across India. The centre was inaugurated by Mr. Su Piow Ko, Director, Titan Intech Ltd, and Mr. Narsimharao Venuturupalle, Whole Time Director, Titan Intech Ltd, in the presence of industry representatives and partners.
Strategically located at 3rd Floor, Millennium Business Park, Office No. B-303, Mahape, Navi Mumbai, Maharashtra, the experience centre has been developed as a dedicated product and brand engagement space for India’s financial capital. It enables enterprise clients, partners, and decision-makers to explore UltraLED’s display technologies through immersive demonstrations and real-world application scenarios.
The centre has been designed as a multi-purpose environment to facilitate product exploration, live demos, solution consultations, and hands-on training sessions. It is expected to play a critical role in enabling informed decision-making for businesses evaluating display infrastructure and AV solutions.
The facility showcases UltraLED’s full portfolio, including Ultra SHIELD COB Displays, Ultra EDGE SMD Displays, Ultra Engage All-in-One COB Displays, Transparent Displays, and K-type digital kiosks along with digital standees. These solutions cater to a wide range of applications spanning mission control centres, oil and gas operations, corporate environments, retail ecosystems, and public infrastructure.
Commenting on the launch, Mr. Su Piow Ko, Director, Titan Intech Ltd, said, “Mumbai is a key market for us, and this centre allows us to engage with customers in a far more direct and experiential way. Seeing and interacting with these solutions firsthand brings a different level of clarity when businesses are evaluating long-term technology investments.”
Mr. Narsimharao Venuturupalle, Whole Time Director, Titan Intech Ltd, added, “As the market evolves, customers are looking for more than just products, they are looking for guidance, reliability, and strong execution support. This centre has been built to address exactly that by bringing together technology, expertise, and collaboration under one roof.”
The Mumbai launch builds on UltraLED’s ongoing expansion roadmap, aligned with its ‘Made in Bharat, Made for Bharat’ philosophy. The company plans to roll out five additional experience centres across major cities as part of its nationwide expansion strategy. Following Mumbai, the next phase includes Hyderabad, with Bengaluru and Kolkata scheduled subsequently.
Dewtector Enhances Process Efficiency With Reliable Moisture Measurement
Ensuring Quality and Consistency in Plastic Manufacturing and Recycling
DewTector in a typical bypass line configuration. Its compact design, with a height of only 184 mm (flange to flange), simplifies process integration
With the launch of the DewTector, Coperion introduces an innovative moisture measuring device designed to provide reliable, automated online measurements of surface moisture content in bulk materials, particularly plastic pellets. The patent-pending device offers an economical, simple and reliable method to help plastic manufacturers and recyclers monitor moisture levels more efficiently. It addresses a critical challenge faced by processors in maintaining both product quality and maintaining compliance with industry standards.
The DewTector uses a straightforward approach ─ it introduces a partial flow of bulk solids into a pressure-tight product chamber. The system determines the moisture content by analyzing the moisture released into the airflow. As the air absorbs moisture, it is analyzed by a hygrometer that measures only water content. This targeted detection ensures reliable results unaffected by other substances or changes in material composition. The system neither requires extensive calibration, nor the use of chemicals for different materials or recipes, making it easy to operate and maintain. The system achieves an accuracy of +5% to −15% across moisture levels ranging from several thousand ppm to a few hundred ppm, with up to ten measurements per hour.
Challenges of Moisture Measurement in Plastics Plastic manufacturers often face the challenge of moisture entering their final products, which can originate from various sources such as insufficient drying, defective water separators, leaking wash nozzles, or environmental factors like rain and condensation. If moisture levels go undetected, it can lead to costly product complaints and reputational damages. Additionally, processors must adhere to strict moisture content limits to ensure high-quality output, and the recycling sector requires dry input materials for effective processing.
Traditionally, moisture measurement has been labor-intensive and prone to inaccuracies, often relying on sporadic manual assessments of relative humidity in bags and containers. Existing automated methods, such as capacitive and microwave resonance techniques are typically complex, expensive, and require extensive calibration for different formulations, making them impractical for many users.
By simplifying moisture measurement and reducing the labor and time spent on manual sampling and analysis, the DewTector enhances operational efficiency while providing accurate, real-time data critical for process control.
PLAST 2026 Strengthens Its Position As A Global Industry Platform
With little more than a month to go before opening, Plast 2026 confirms its position as Europe’s leading trade fair of the year in the plastics and rubber industry. The twentieth edition, scheduled from 9 to 12 June at Fiera Milano, is delivering positive results despite the complex international geopolitical and economic landscape, marked by trade tensions and instability across global markets.
The Milan show is demonstrating its resilience with the participation of over 1,000 exhibitors – 44% of them international companies – 200 of whom were not present at either of the two previous editions, across a floor space of over 40,000 square metres. A result all the more significant in a challenging market environment in which strategic sectors such as the automotive industry are undergoing a period of profound transformation. Attracting 200 new exhibiting companies in this context is a clear signal of the industry’s confidence in Plast as a platform for showcasing innovation and developing commercial relationships.
The organisation is also working to significantly increase the presence of international visitors, with representatives from the main destinations of Italian exports, through buyer delegations organised in collaboration with Agenzia ICE and strategic agreements with leading trade associations – both within the sector and representing key end markets. Over 300 delegate companies are expected, including around seventy from India and a similar number from Latin America.
Satellite shows Plast, together with its three satellite shows – Rubber, 3D Plast and PlastMat – represents the entire supply chain of the plastics and rubber industry, occupying six of the eight halls at MaTec. Rubber is dedicated to the rubber sector, from materials to processing technologies and industrial applications. 3D Plast explores the frontiers of 3D printing and additive technologies applied to polymers. PlastMat focuses on materials innovation, a central theme in the evolution of the manufacturing industry.
A market with strong potential
The “Made in Europe” machinery sector is characterised by a strong export orientation, including towards emerging markets with a growing appetite for investment, and maintains a strategic role on the global stage. Access to these markets represents a decisive lever for consolidating the excellence of European companies, particularly manufacturers of machinery for processing plastics and rubber. In this context, Plast 2026 offers industry players a leading showcase for the most advanced solutions, with particular attention to the challenges of technological innovation and environmental sustainability.
Italian plastics and rubber machinery export performance
Data on Italian exports of plastics and rubber machinery in 2025, compiled by the Amaplast research department, paint a mixed picture: significant contractions across nearly all geographical areas, with the sole exception of Asia/Oceania, driven primarily by China and India.
Destination areas for Italian exports of machines, equipment and moulds for plastics and rubber
Hosokawa Alpine Executive Board Explores Growth After 100 Days Of Shared Leadership
100 days in office – a good time for an initial review. Since 1 January 2026, Michael Kuhnen as CEO and Kathrin Dörle as CFO have formed the new Executive Board team at Hosokawa Alpine AG. Both bring with them many years of experience and a deep connection to the Augsburg-based engineering company, which specialises in mechanical process engineering and blown film extrusion lines: Kuhnen had previously spent 19 years in various roles at Hosokawa Alpine and returned to the group after a year and a half away, whilst Dörle has been with the company for more than two decades and is the first woman on the Executive Board.
In this interview, the two board members discuss their first 100 days in their new roles: the challenges and initial strategic decisions, their understanding of leadership and collaboration – and the vision with which they intend to shape the future of Hosokawa Alpine.
Was it easy for you to suddenly view Hosokawa Alpine, which you both know so well, from the Executive Board’s perspective?
Our many years of service at the company and the experience gained in various roles provide an excellent foundation for our work on the Executive Board. They make it easier to understand structures, processes and the organisation as a whole. At the same time, the Executive Board perspective brings a fresh outlook on issues and areas with which we were previously less closely involved. The company is our professional home, which we know very well. The task is to consciously broaden our perspective, adopt an overall strategic view and, in doing so, make targeted use of the diverse experience gained from our previous roles.
What were the biggest challenges in the first 100 days?
The first 100 days were heavily influenced by external, unforeseeable factors. Geopolitical developments, such as the war in Iran, have a noticeable impact on key operating conditions.
At the same time, we have to consistently drive forward our strategic realignment in this demanding environment whilst simultaneously implementing measures with immediate effect. Striking this balance between a long-term perspective and operational agility was and still is particularly challenging. Added to this is a high level of internal complexity, which we need to reduce in a targeted manner to simplify decision-making processes.
What strategic decisions did you consciously make early on?
From the outset, a key focus was on developing a clear corporate strategy and implementing the associated process to ensure that this strategy is effectively put into practice on a day-to-day basis.
In addition, we drove forward the expansion of internal communication and turned our attention to the further development of our leadership and corporate culture.
Another focus was on the continuous improvement of the working environment and on increasing efficiency.
How do you define good leadership in the company’s current situation?
For us, good leadership means above all transparency and trust. Openness and mutual respect are particularly important in the current situation to provide direction and create a sense of security. Our aim is to bring everyone on board and to align the company together towards a clear goal: To practise leadership in a way that builds trust – clear in purpose, open in dialogue and committed in action.
What is particularly important to you in your collaboration on the Executive Board?
It is important to us to treat one another with openness and trust and to support one another. We work as a team – always with one another and never against one another. Our shared goal and responsibility for the company are our top priority. This approach creates a working atmosphere in which we can discuss matters constructively and make better decisions together.
In which direction should the company develop over the next three to five years?
Over the next three to five years, we aim to systematically tap into new markets and further strengthen our position. In doing so, we are evolving from a traditional mechanical engineering firm into a comprehensive solutions provider.
Our aim is to cover a wide range of technologies, expand the scope of our offerings across upstream and downstream process steps, and complement these with services, particularly in automation technology and digital solutions.
We also aim to be a partner for our customers in implementing processes across the entire lifecycle.
What should the company stand for in the future – beyond products and figures?
On the one hand, there are our corporate values such as trust, responsibility, appreciation, passion and quality, which form the foundation of our daily collaboration.
Furthermore, innovation is firmly anchored in our corporate strategy. We take a holistic view of innovation, encompassing technologies, processes and working methods.
At the same time, we are clearly committed to sustainability. For us, this means continuously reducing our carbon footprint, contributing to a more sustainable world through our products, and focusing on long-term, sustainable developments rather than short-term effects. In all of this, we rely on our own value creation.
Metal AM Simulation Advances For Modern Production Challenges
Evan Butcher, Principal Engineer – Additive Manufacturing, PanOptimization
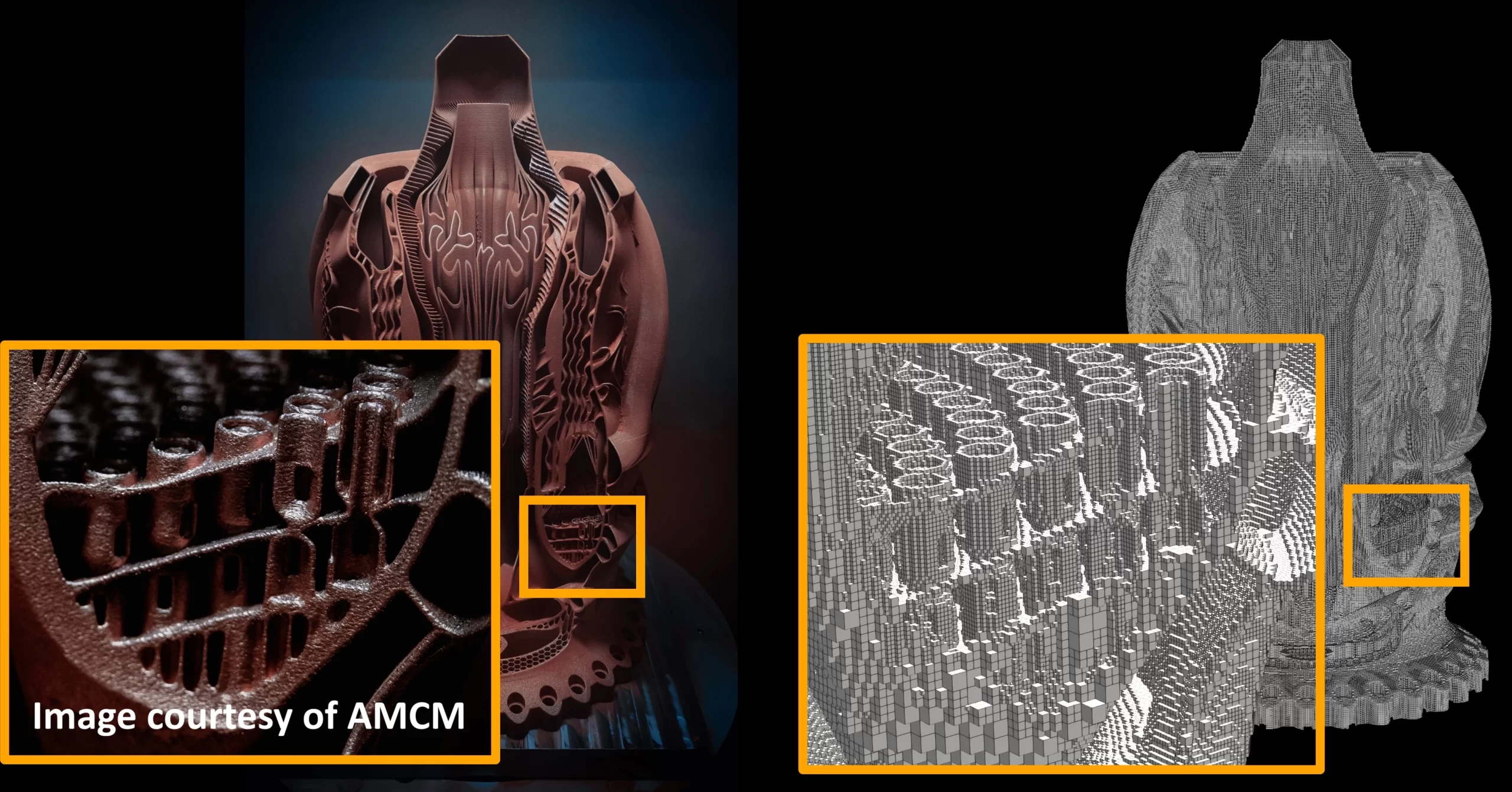
Aerospike – Full-part LPBF aerospike FEA mesh (right) is able to resolve the smallest part features, as well as the entire build volume: 26M elements / 57M nodes.
Between 2016 and 2020, a lot of organizations evaluated commercially available AM simulation tools. They took a handful of metal AM parts (usually coupons, demo brackets, simple manifolds) lined up a few software options, and asked a reasonable question, can you predict distortion?
On the basis of those trials, budgets were spent, or the conclusion was reached that simulation was not scalable, too slow or not accurate enough to justify the effort. Ever since, the internal narrative in many companies has been, “We already looked at simulation.” The box is mentally ticked.
The problem is that the world we are printing in now bears very little resemblance to the world those evaluations were designed for. The parts are different, the questions are different, the pace is different, and – critically – the software ecosystem is different. Treating a 2018 bake-off as definitive is no longer a neutral decision, it is an active constraint on what metal AM can achieve.
This article is about what has changed, and what a modern evaluation of metal AM simulation and optimization needs to look like if you are serious about first-time-right production on high-value parts.
“REAL” PARTS BROKE THE FIRST GENERATION OF TOOLS
Most 2018 bake-offs were run on modest geometries: coupons, small brackets, simple manifolds. Even then, accuracy and speed were frequently not acceptable — which is one reason so many companies defaulted to trial and error as the practical route to printing parts.
Today’s critical parts look very different. Part size and complexity have dramatically increased. Rocket hardware, dense heat exchangers, large structural components, and part-scale DED repairs push old simulation tools well past their computational limits. Mesh counts explode. Run times balloon. The solver simply fails, and teams fall back (explicitly or quietly) to trial-and-error.
These are not cheap mistakes. With prints frequently reaching six-figure costs, an accurate and scalable simulation capability is needed to:
Make metal AM profitable
Increase machine throughput and uptime
Reduce costs associated with failed prints and rework
Shorten time to production and qualification
PanX is an enabling technology designed specifically to solve the problems of modern AM. In practice, it is often the only production-ready solver that can handle these complex parts at the required model resolution and accuracy, and where older solvers can run, PanX typically runs 10–100× faster with superior accuracy.
BEYOND JUST DISTORTION SIMULATION
In 2018, the dominant question was: “Can you predict distortion?” Distortion still matters, but it isn’t the whole story, and it isn’t the same story for everyone.
For engineers, the bar has moved. They want simulation to go beyond rough trend prediction and become a tool for:
Part design (orientation and features)
Part qualification (thermal history, defect risk, mechanical properties)
Process optimization (dwell-times, process parameters, geometries)
And for leadership, the underlying question is even more direct. Can simulation help make metal AM profitable and predictable, rather than a high-cost experiment?
A solver that only produces stress and distortion plots is misaligned with the decisions that actually govern flight readiness, warranty exposure, and program economics. PanX was built explicitly with those qualification-grade and business-critical questions in mind, not as a prettier way to look at the same old contours, but as infrastructure for how metal AM gets designed, qualified and run in production.
FROM STANDALONE TOOLS TO EMBEDDED INFRASTRUCTURE
The simulation toolchain you evaluated in 2018 has moved on, or, in many cases, not moved at all. Old solvers have shrinking development teams, frozen roadmaps, or have been absorbed into portfolios where AM is no longer the priority.
At the same time, OEMs and build-prep vendors now expose richer interfaces. That opens the door to something that simply wasn’t realistic in most 2018 trials: simulation as an engine behind your existing workflows, seamlessly feeding insight into the manufacturing strategy rather than living as a separate island.
This is central to the 2026 vision for PanX: prediction plus optimization, delivered through OEM and ecosystem integrations so that engineers experience it as part of everyday work, not an extra task.
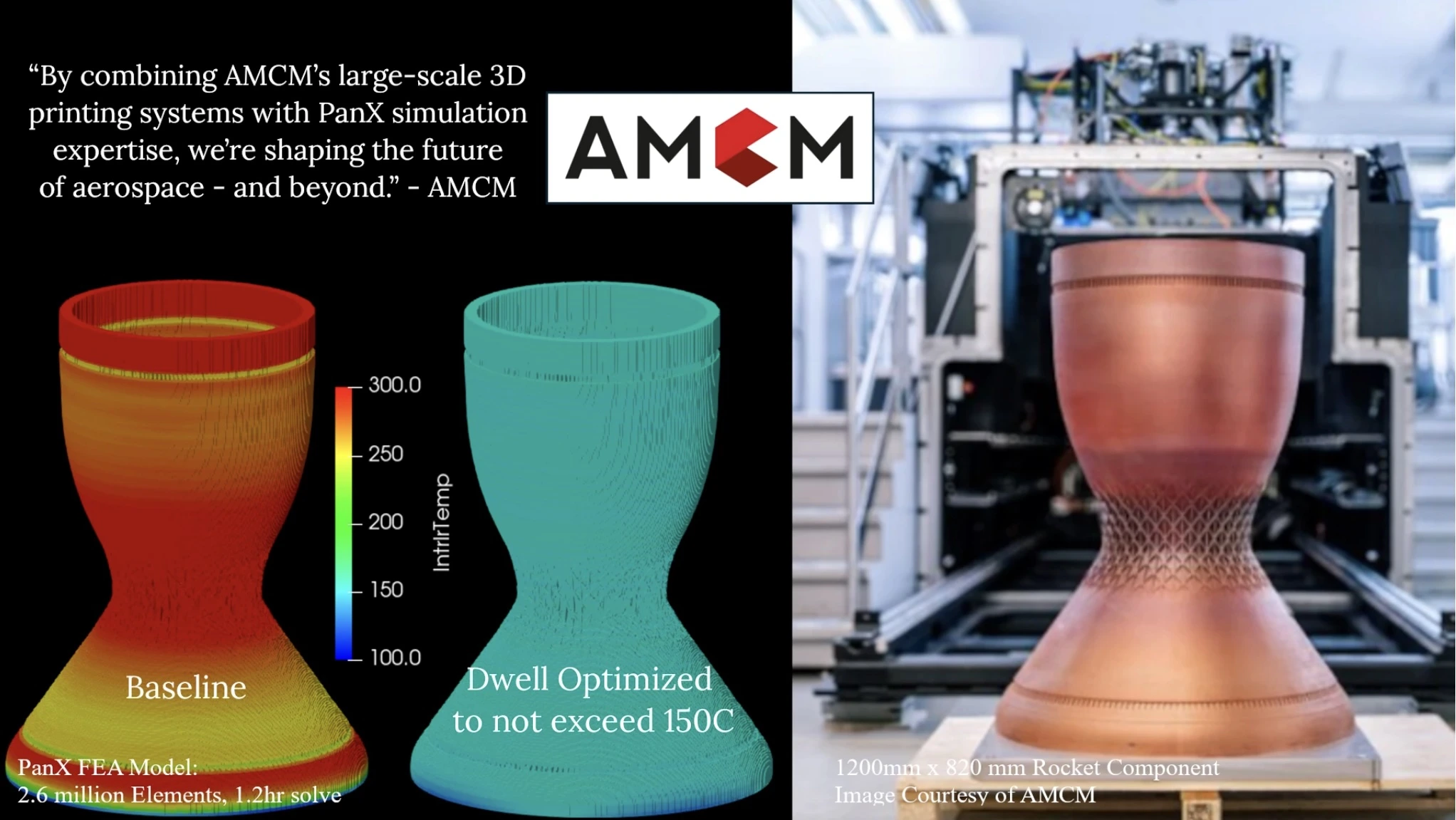
PanX enables simulation and optimization of even the most complex parts. This AMCM M 8k component has dimensions of 820mm x 820mm x 1,200mm (image courtesy of AMCM)
RETHINKING HOW WE EVALUATE AM SIMULATION
If you accept that parts, questions, pace, and ecosystem have all shifted, it follows that the way we evaluate tools must change as well. In our work with customers, a more realistic evaluation tends to have four characteristics.
1. Use real production parts, not simple research/prototype parts.
Include at least one geometry that genuinely stresses your current workflow (the heat exchanger, the large rocket component, the part-scale repair). If a tool can’t cope with that, it doesn’t matter how good it looks on a coupon.
2. Measure throughput, not just one-off runtime.
Ask how many meaningful scenarios can be run per week on hardware you are actually willing to buy. The ability to explore 200 variants in the same time an older code needs for two is a material competitive advantage.
3. Tie metrics to qualification and economics.
Frame success in terms of fewer failed builds, shorter time to a qualified part, and reduced uncertainty in critical regions, not just “did the displacement match a gauge within X%?”
4. Consider the integration roadmap as a first-order criterion.
Probe how the solver will connect to your OEM workflows and automation platforms over the next five years. A frozen codebase, however familiar, is not a neutral choice when your machines and requirements are moving.
RE-OPENING THE CONVERSATION
Re-examining a 2018 simulation decision is not an admission of failure, it is an acknowledgment that metal AM has grown up. If your flagship parts are larger and more complex, your qualification burden is heavier, your timelines are tighter, and your tools and evaluation criteria are unchanged, something has to give.
The practical questions to ask inside your organization are straightforward:
Can our current tools handle the largest, most complex parts we actually care about, at useful run-times and resolution?
Do they answer qualification-grade questions, or only provide basic distortion plots?
Are they fast and robust enough to be used as a design and optimization engine, not just a report generator?
Is there a credible roadmap for OEM integrations and process optimization, or are we effectively on frozen code?
If the honest answers are uncomfortable, your 2018 evaluation has expired. The opportunity is not simply to swap one solver for another, but to treat simulation and optimization as core infrastructure for how metal AM is designed, qualified, and run in production.
That is the mindset shift we see in the organizations getting the most value from PanX, and it is the shift the wider industry will need if we want metal AM to move beyond isolated successes and into reliable, large-scale, economically compelling production.
ENGEL Showcases Intelligent Processing Technologies At Plastpol 2026
At PLASTPOL 2026, taking place in Kielce, Poland, from 19 to 22 May, the ENGEL Group shows how intelligent injection moulding solutions improve process stability, efficiency and cost-effectiveness in a targeted manner. ENGEL is focusing its trade fair presentation on production solutions that enable processors to respond more quickly to deviations on the basis of data, reduce scrap and make their manufacturing operations more robust.
At the ENGEL Group’s stand, visitors can see how integrated injection moulding solutions equipped with digital systems help processors stabilise production, reduce scrap, respond more quickly to process deviations and increase overall equipment effectiveness. ENGEL presents comprehensive digitalisation solutions ranging from data acquisition and remote access to real-time process analysis, self-optimising control loops and intelligent operator support in production.
The compact all-electric ENGEL e-mac 200 in cleanroom design combines high precision with low energy consumption and requires only a small footprint. This supports stable and cost-effective production of demanding medical components.
In the medical sector, ENGEL presents an all-electric e-mac 200 injection moulding machine with a clamping force of 2,000 kN. The machine produces a component for a medical auto-injector from random PP with white masterbatch. The mould has 32 cavities, the part weight is 0.396 g and the cycle time is less than 10 seconds. The production cell features iQ weight control, which optimises injection volume in real time by automatically compensating for fluctuations in melt viscosity within the same shot. This ensures consistently high part quality and maximum process stability and, as a result, increases OEE.
For additional stability in ongoing operation, ENGEL uses further digital assistance systems from the inject AI family. With iQ clamp control, the system reduces clamping force by up to 33% through automatic optimisation of the clamping force. This protects the mould, lowers energy consumption and increases mould service life for a reliable series production process.
In this production cell, iQ flow control supports the automatic adjustment of mould temperature control and continuously adapts the pump speed of the temperature control units during the ongoing process. This keeps thermal conditions stable, further reduces scrap and lowers energy consumption in production by up to 18%. This demand-based optimisation of mould temperature control stabilises processes and sustainably reduces production costs as well as CO₂ emissions.
In addition, ENGEL presents the Parameter Limits feature on this exhibit. It prevents process parameters from being changed outside the defined process window. This helps avoid operator errors and use personnel resources efficiently.
This exhibit also features iQ process observer. Using AI, it analyses more than 1,000 process parameters, detects deviations at an early stage and provides specific recommendations for action. For processors, this means greater transparency, faster responses to process changes and higher process reliability. Thanks to this well-founded root cause analysis, the effort involved in troubleshooting is reduced by up to 30 minutes per machine. This also helps address the shortage of skilled labour and frees up valuable resources.
The finished parts are removed by an ENGEL viper linear robot and placed on an automatic conveyor belt. The robot is fully integrated into the CC300 machine control system. In combination with iQ motion control, its movements automatically adapt to the machine sequence. This helps further reduce cycle time and energy consumption.
WINTEC t-win: automated production and higher productivity per unit area
Another highlight at the stand is a WINTEC t-win 4500 two-platen injection moulding machine with a clamping force of 4,500 kN in a production cell with a fully integrated viper linear robot.
The high-performance WINTEC t-win two-platen injection moulding machines stand for high platen rigidity, low operating costs, low energy consumption and a small footprint.
The WINTEC t-win is designed for applications with large moulds and high clamping forces. The two-platen machine combines robust construction with short cycle times and high cost-effectiveness. Short-stroke pressure cushions, synchronous locking and the servo-hydraulic drive all contribute to this. In production, processors benefit from a compact machine layout, good maintenance accessibility and energy-efficient operation. This reduces total operating costs and allows investments to pay back more quickly.
iQ weight control also supports process stability in this exhibit.
At the trade fair stand, this production cell manufactures PP lunch boxes with a shot weight of 176 g and a cycle time of 35 seconds. It uses a two-cavity family mould in which the lunch box and the lid are produced at the same time.
After injection moulding, a viper 20 linear robot fully integrated into the C30 machine control system removes the finished individual parts from the mould and places them on an automatic conveyor belt.
This WINTEC production cell clearly shows how automation, process stability and compact system concepts can be combined particularly cost-effectively for standard applications. For processors, this opens up targeted potential to improve efficiency, productivity per unit area and unit cost efficiency.
End-to-end digital solutions with clear benefits for processors
The PP lunch boxes produced on the WINTEC t-win show how stable processes, efficient part removal and high productivity per unit area can be combined cost-effectively in an automated production cell.
At the Expert Corner of the stand, ENGEL also presents the MES authentig and shopfloor monitoring. authentig connects injection moulding machines, makes production data and KPIs available in real time and thus helps reduce set-up times, scrap and downtime. shopfloor monitoring creates a real-time overview of machine statuses and key figures across locations, enabling processors to respond more quickly to deviations and improve their OEE in a targeted way.
ENGEL Group Boosts WINTEC E-Win Portfolio With Technical Advancements In Two-Platen Series
At the beginning of April, the ENGEL Group starts the global roll-out of the all-electric WINTEC e-win injection moulding machines outside Asia. At the same time, the group presents a revised and streamlined portfolio of its two-platen injection moulding machines, consisting of the ENGEL duo and the WINTEC t-win. With this, the ENGEL Group adapts its portfolio to changing market requirements and provides injection moulding processors worldwide with a clearly structured basis of cost-efficient and technologically suitable production solutions.
While ENGEL stands for highly integrated and individually configured production solutions, the WINTEC brand addresses standardised solutions with a clear focus on cost efficiency and availability. For users, this means being able to choose, depending on production requirements, between customised, highly integrated system solutions and standardised production solutions, with consistent engineering and quality standards within the group.
WINTEC e-win: all-electric standard solutions now starting globally
With the global roll-out of the all-electric e-win series, WINTEC expands the worldwide availability of this standardised series for energy-efficient injection moulding production outside Asia. The machines cover clamping forces from 1000 to 5000 kN and are designed for standardised production solutions with high cost efficiency.
The all-electric drive technology provides precise and dynamic control of all main movements. This leads to high repeatability of all movements and ensures high reproducibility as well as stable shot weights. For processors, this means consistent component quality even during long machine running times and within narrow process windows.
Energy consumption decreases, as energy is only required during the actual movements. This allows energy costs to be significantly reduced compared to hydraulic machines. At the same time, the use of hydraulic oil is eliminated, which reduces maintenance effort and downtime and keeps the production environment clean.
The high-performance ENGEL duo two-platen injection moulding machines expand the usable mould space and increase flexibility in production. This reduces investment costs and facilitates the cost-efficient implementation of demanding applications.
Process control is supported by the digital assistance systems iQ clamp control, iQ hold control and iQ weight control. iQ clamp control automatically adjusts the clamping force to the actual requirement and thereby reduces energy consumption and mould stress. iQ hold control optimises the holding pressure time and contributes to reducing material usage and cycle times. iQ weight control plus detects fluctuations in material viscosity and compensates for them within the same shot. This increases process stability and reduces scrap, particularly when processing recyclates.
The e-win is thus designed for applications in which high output, stable processes and low unit costs with high cost efficiency are the primary focus.
The WINTEC t-win two-platen injection moulding machines offer high injection performance for large-volume components. This shortens filling times, increases productivity and ensures cost-efficient series processes.
ENGEL duo: higher performance with reduced complexity
At the same time as the roll-out of the e-win, ENGEL has restructured the portfolio of the duo two-platen injection moulding machines. The series remains available in the clamping force range from 4500 to 55000 kN, larger machines up to 110000 kN have already been realised and even larger ones are also possible.
The portfolio has been technically revised in order to meet market requirements even more effectively. The available clamping forces in the updated portfolio increase by up to 28% with the same platen sizes. This makes it possible to realise applications with higher performance requirements on the same machine platform.
In addition, wide-platen versions for the duo 1000 and duo 2100 have been newly added. The enlarged platens expand the usable mould space and enable the use of larger moulds within the same machine class. This increases flexibility in production and reduces investment costs.
In addition to maximum flexibility in terms of configuration and technical equipment, the ENGEL duo series continues to stand for high platen rigidity, low operating costs and low energy consumption. The short dry cycle times of this series ensure short cycle times and thus increased productivity. This is complemented by fast spare parts supply and a globally established service infrastructure. Since its market launch in 1994, more than 15000 machines have been installed worldwide.
WINTEC t-win: increased injection performance for higher productivity
The WINTEC t-win two-platen injection moulding machines have also been further developed as part of the portfolio revision and are now globally available with clamping forces from 4500 to 40000 kN
The new injection units have up to 38% higher injection performance. This shortens filling times and expands the range of applications, particularly for large-volume or demanding components.
In addition, iQ weight control plus supports process control by automatically compensating for fluctuations in material viscosity. This increases consistency in series production and reduces scrap.
The t-win is consistently designed as a cost-efficient and robust two-platen machine for standard-oriented processes. It combines a standardised machine concept with reliable technology and offers high availability. With around 2000 installed machines, the series has established itself worldwide.
Broad portfolio for different production strategies
With the global roll-out of the all-electric e-win as well as the restructuring of the duo and t-win series, the ENGEL Group provides a clearly structured overall portfolio that covers different requirements in plastics processing.
Injection moulding processors benefit from a clear machine selection, faster project execution and higher cost efficiency. With the two brands ENGEL and WINTEC, the globally operating group covers a broad technological spectrum with which efficiency, process stability and cost efficiency can be specifically improved.