Chinaplas 2026 To Feature Reifenhäuser’s Latest Film Extrusion Technologies
At Chinaplas 2026 in Shanghai, the Reifenhäuser Group will showcase its latest extrusion line generations – EVO GEN3 for blown film and EVEREX for cast film – from April 21 to 24, featuring record-breaking output and the highest possible level of automation. Other highlights at the booth include the blown film cooling technologies from Reifenhäuser subsidiary Kdesign,as well as fully recyclable monomaterial films for profitable and sustainable packaging solutions.
EVO GEN3: Up to 30 percent more output
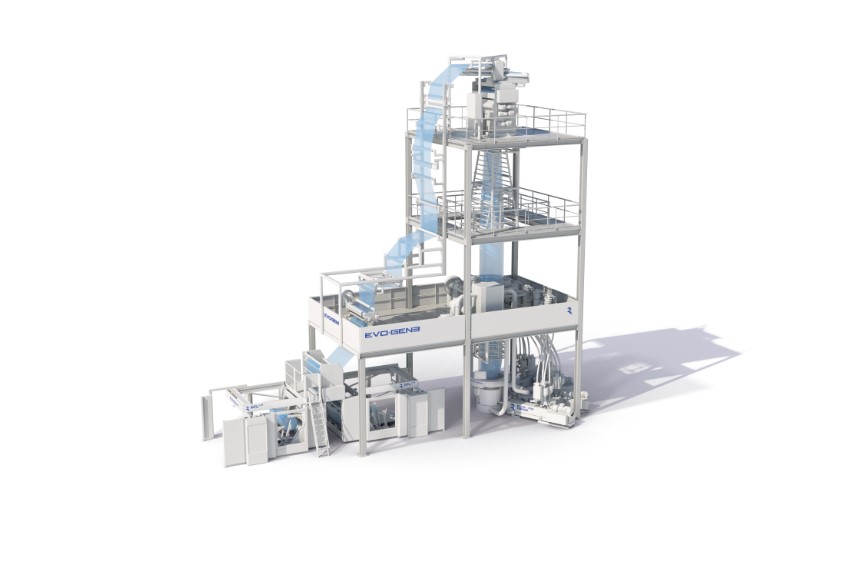
The new generation of EVO GEN3 blown film lines delivers an output of upto 1,050 kg/h with a 350 mm die diameter – about 30 percent more than its predecessors – thus setting a clear benchmark in the market. This is made possible by the new EVO Ultra Die Heads in combination with the new Ultra Cool GEN3 cooling rings. The new die heads are available in three variants: a 3- and 5-layer variant for maximum throughput and fast product changeovers, a 7-layer variant – optimized for barrier films – and a 9-layer variant for the highest film quality in complex products.
In addition to enhanced performance, the EVO GEN3 prioritizes ease of use,as labor shortages and high employee turnover make it difficult for many manufacturers worldwide to consistently achieve the desired quality and efficiency. Smart assistance systems and the new HMI, “EVO OS 3,” enable even inexperienced operators to achieve fast, optimal results.
A key feature is the Auto Flat System, which, for the first time, enables the flatness of the film to be measured and automatically optimized. This improves post-processing and material consumption. In addition, the ReStart Assistant reduces downtime during material changes, while a new control architecture enables connectivity, data utilization, and automation, including AI integration.
EVEREX flat film line offers automation at the highest level
The new generation of EVEREX flat film lines for cast and sheet applications is designed for comprehensive automation: from the co-extrusion adapter and die to the width adjustment and winder, the core processes run fully automatically – a major advantage in the face of a shortage of skilled workers.
At the heart of this innovation is the enhanced PAM 2.0 system, which now fully automates width adjustment. Formulas can be reliably recalled, and product changeovers are completed faster and more reliably in under 80 minutes, while delivering higher quality and less waste during startup.
The automated width adjustment includes edge pinning, vacuum box, and pre- and final-trimming, improving both film quality and process stability. The solution can also be integrated into existing systems – even from other manufacturers.
In addition, a new edge encapsulation system reduces the use of expensive barrier materials, as these do not end up in the edge trimmings, enabling savings of up to 150,000 euros annually.
The EVEREX HYBRID polishing stack unit provides greater flexibility, enabling film thicknesses ranging from 150 to 2,500 μm. With standard polishing stacks, for example, PP films could generally not be produced thinner than approximately 380 μm without the use of an additional air slot die, which in turn limits the line’s productivity. With EVEREX HYBRID, producers achieve maximum flexibility and material savings thanks to down-gauging, while maintaining 100% reproducible product quality through mechatronic control.
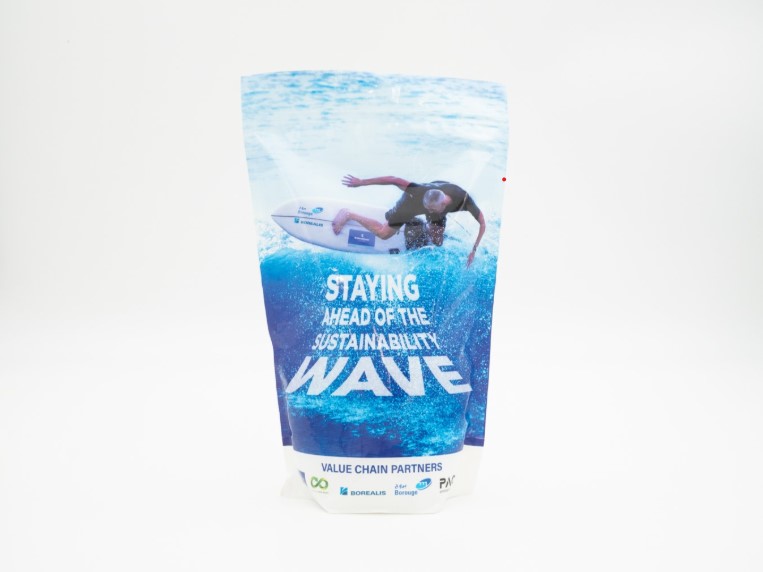
Packaging solutions that combine sustainability, quality, and profitability

Reifenhäuser Blown Film has successfully achieved the process-stable production of a 14 μm MDO-PE film and is presenting it at Chinaplas in the form of a market-ready All-PE Pouch (stand-up pouch). The technology behind it is called EVO Ultra Stretch – a patented MDO unit positioned directly at the take-off of the blown film line that stretches the film from its first heat. EVO Ultra Stretch delivers additional value when EVOH is used for barrier films. The stretch process enhances the barrier effect of this expensive raw material, allowing for reduced usage. Overall, production costs are thus lowered to a competitive level compared to conventional films, which is the decisive factor for market acceptance.
Cast MDO Pouches combine recyclability and functionality
The Reifenhäuser Group’s flat film experts are showcasing, among other things, a high-performance Cast All-PP stand-up pouch with a high oxygen barrier that – in addition to excellent recyclability – also impresses with its functionality. The MDO process delivers special added value for end customers with the so-called Easy-Tear effect: The packaging can be torn open in one direction as if along a ruler and resealed using internal clips or zippers. Until now, such packaging features in stand-up pouches were typically achieved through laser perforation, which can negatively impact the packaging’s structure, barrier performance, and thus the shelf life of the packaged product. Thanks to Reifenhäuser’s Cast MDO technology, this property is achieved solely through film stretching – without compromising other key film properties.
Kdesign: leading in blown film cooling technologies
Kdesign, a Reifenhäuser subsidiary and leading specialist in cooling, measurement, and calibration systems for blown film lines, will also be exhibiting at the Reifenhäuser booth at Chinaplas. With its renowned KARAT cooling ring, Kdesign consistently sets the standard for maximum cooling performance, minimal film tolerances, and user-friendly operation. Producers around the world rely on Kdesign’s solutions to optimize their blown film lines in terms of quality and productivity. With an output increase of up to 50 percent higher than that of mid-range components and up to 25 percent higher than that of high-end competitors, the KARAT cooling ring enables a significant increase in productivity while delivering excellent profile tolerances and the highest film quality.
#reifenhauser #Modernplasticsindia #Pasticsnews #ModernPlasticsIndiaMagazine
#PrintPublication #injectionmouldingworld #modernplasticschina