NSF Certified Sprays and Release Agents Deliver Reliable Support for Industrial Needs
HASCO has extended its wide portfolio of chemical working substances with a multi-functional silicone spray Z2640/… and a silicone-free high-performance release agent Z2650/….
Multi-functional silicone spray with outstanding release properties
With the new silicone spray Z2640/…, the range of chemical working materials has been supplemented by a versatile silicone-based release agent and lubricant.
The colourless, odourless spray forms a thin, non-disruptive film on the treated surface, which, through its excellent lubricating performance, significantly improves the slip properties and reliably prevents the sticking of thermoplastics and thermosets. At the same time, the spray offers a protective effect and is ideally suited for improving the process reliability in plastics processing.
Thanks to the 3H and H1 NSF certification, the new silicone spray can also be used in hygienically demanding production environments in the food segment. With a maximum service temperature of 220 °C, Z2640/… covers a broad range of application in the industrial environment.
Silicone-free high-performance release agent for sensitive applications
The newly developed release agent Z2650/… offers a silicone-free solution for applications with the highest hygiene requirements. Especially in the food and pharmaceutical industries, but also in the automotive segment, Z2650/… enables, as an all-synthetic high-performance product, safe and clean demoulding in the processing of many different plastics.
The release agent forms a very thin, but highly effective release film and is equally suitable for thermoplastics, thermosets and elastomers. Its good material compatibility ensures a particularly gentle application with the mould.
Z2650/… is NSF-H1-registered, and can thus also be used in production environments, in which, technically, contact with foodstuffs cannot be completely avoided. The protective coating can, if required, be easily removed without any residue. With a service temperature of up to 140 °C, the release agent offers reliable support even under demanding process conditions.
HASCO’s working substances are noted for their simple handling, are environmentally friendly and physiologically safe. The high active ingredient content allows minimisation of consumption, which contributes to the economic viability.
Volume Contract Paves Way for Stronger Industrial Collaboration
Brückner Maschinenbau, the world’s leading manufacturer of film stretching lines, has once again awarded Coperion a volume contract for ZSK twin screw extruders of the ZSK Mc18 series. This order is based on the long-standing, intensive cooperation between Brückner and Coperion, which began back in 2008.
Brückner initially used Coperion ZSK extruders for BOPP film lines. This was followed by numerous projects that the two companies successfully implemented together. In the meantime, the range of applications for film stretching lines has expanded significantly: Brückner also implements lines for BOPET, BSF, and BOPA films with ZSK extruders, among others.
The current volume contract underscores Brückner’s confidence in Coperion’s proven technology. The ZSK extruders melt the compounds that feed the film stretching lines. Thanks to their high torque, the ZSK Mc18 extruders achieve very high throughputs while maintaining low product temperatures, resulting in first-class product quality.
“We greatly appreciate the close, constructive cooperation with Brückner Maschinenbau,” says Cornelia Koch, Business Segment Manager Direct Extrusion at Coperion. “Together, we have already successfully completed numerous projects. With the comprehensive expertise of our two companies, we have been able to develop many innovative solutions over the years that have increased the throughput rates of Brückner film stretching lines, boosted their efficiency, and improved film quality.”
An Exclusive Interview with Mr. Mariano Suarez, beyond carnauba: bio-based waxes redefining stability and sustainability in coatings & Inks
Global trade conditions are changing rapidly. From seasonal crop risks to new tariffs and supply chain constraints, the reliability of traditional waxes such as carnauba is decreasing. This volatility comes at a cost for coatings and inks manufacturers.
“When trade conditions change, your wax supply shouldn’t,” says Mariano Suarez, Clariant’s Head of Marketing for Additives. “Our bio-based solutions, built on the innovation-driven LicocareTM RBW Vita platform and enhanced by new developments such as CeridustTM 1150, deliver stability, sustainability, and high performance. Together, they offer our customers a reliable choice in coatings and inks.”
What macro shifts are putting pressure on traditional wax supply chains?
Mariano Suarez: Traditional wax supply chains are under growing pressure due to concentrated sourcing, seasonal limitations, and evolving global trade dynamics. Carnauba wax, for example, is harvested almost exclusively in Brazil. Its availability can fluctuate due to climate conditions and regional factors. As tariff frameworks change in key markets such as the US, manufacturers face greater complexity in planning and costs. These changes are prompting many manufacturers to reevaluate their material strategies and seek more stable and scalable alternatives.
How is Clariant helping manufacturers within the coatings industry manage volatility while also advancing sustainability?
Mariano Suarez: We’ve invested in stable, high-performing alternatives that address supply chain challenges directly. Our Licocare RBW Vita waxes are sourced from non-edible rice bran, an abundant agricultural byproduct with a secure, diverse supply chain across Asia. They deliver the performance customers expect while offering a renewable carbon index of over 98%, zero PFAS content, and up to 80% lower carbon footprint than fossil-based waxes. Because they avoid the seasonal, location-specific risks of carnauba, manufacturers not only gain measurable sustainability benefits but also a more consistent and scalable supply base. In an environment where tariffs and market realities can shift overnight, that combination of stability and sustainability makes all the difference.
Ceridust 1150 is a new addition to your portfolio. What does it bring to the table?
Mariano Suarez: Ceridust 1150, our latest rice bran wax-based additive, combines reliable supply with high performance for coatings and ink applications. It supports the transition away from fossil and montan waxes while avoiding the volatility of other waxes without compromising on functionality. The product delivers excellent scratch resistance, gloss control, and anti-blocking properties, exactly what customers expect from a high-end wax additive. And for those who want more information, our technical experts are ready to share insights into the unique advantages of rice bran wax.
Are customers ready to move away from traditional waxes, and what’s driving that shift?
Mariano Suarez: Absolutely. There’s strong momentum behind this shift. Customers are looking for sustainable, reliable, long-lasting ingredients. They understand that supply chain uncertainties are becoming the norm and want to proactively reduce risks. Meanwhile, growing regulations surrounding PFAS and emissions are propelling the industry toward more transparent solutions, exactly where Clariant’s expertise and innovative wax alternatives come into play to support a smooth transition.
Any final thoughts on how Clariant sees the future of performance waxes?
Mariano Suarez: Performance alone is no longer enough. What matters is purposeful performance that is delivered reliably, sustainably, and at scale. That’s precisely what we offer with the established Licocare RBW Vita range and our new Ceridust 1150. We’re not waiting for the next disruption. We’re developing solutions that will outlast it.
Carmen Berger Leads Project Management Into a New Direction
Carmen Berger (32) will take over as Director of MEDICA and COMPAMED in Düsseldorf, the leading international industry platforms for the medical technology industry and its suppliers, from 1 October 2025. This means that, in addition to project control and leadership of the project team, she will be responsible for the global strategic positioning and marketing of both trade fair brands. Carmen Berger succeeds Christian Grosser, who left Messe Düsseldorf at the end of May.
In her role, she and her project team will be housed within the operative division of Marius Berlemann, Chief Operating Officer, and will be reporting directly to Michael Degen, Executive Director Trade Fairs.
“Having performed a variety of professional roles in international corporate consulting, most recently as Head of Life Sciences, Carmen Berger unites leadership competence with strategic and conceptual expertise. She therefore has the right qualifications to successfully lead a motivated project team in a dynamic environment and further develop the most important events for the entire medical technology value chain, which attract several thousand exhibitors and trade visitors from around 150 countries,” Marius Berlemann is assured.
“I’m really looking forward to joining an experienced and versatile team in moving MEDICA and COMPAMED forward energetically and with fresh ideas and generating new impetus for the future. Our aim is to tread new paths and position the platforms among the international competition in such a way that they continue to create genuine added value for exhibitors, professionals and the industry as a whole in the future,” Carmen Berger explains.
An Exclusive Interview on the road to K 2025 with Mr. Peter von Hoffmann, General Manager Business Unit Compounding Machines, and Mr. Frank Lechner, General Manager Process Technology and R&D at Coperion,the twin-screw extruder enables high recyclate qualities
How can resource conservation be improved through greater efficiency in compounding?
Peter von Hoffmann: Efficiency is the central goal at Coperion. All our technologies for compounding and recycling plastics are designed with this goal in mind. One example is our ZSK twin-screw extruder, which we currently offer in the ZSK Mc18 generation. It achieves extremely high throughputs, with relatively low energy consumption and a high degree of automation. Numerous additional units such as side feeding, degassing, and condition monitoring increase its performance, enabling our valuable resources to be used in a highly targeted manner, and maximum output to be achieved with high efficiency.
How do you achieve this increase in efficiency?
Von Hoffmann: Let’s stick with the example of the ZSK extruder: in order to achieve this high-power density, all process parameters of the extruder must be correctly determined. The mechanical variables that transfer the high torque to the twin screw need to be specified. In addition, there are process engineering factors that ensure consistently high product quality during compounding. This is the basis: an interplay of “old technology”, process engineering and automation. This is where our wealth of experience in the construction of twin-screw extruders really works in our favour.
What role does digitalisation play?
Von Hoffmann: Once the foundation is in place, digitalisation comes into play. With our C-BEYOND digital platform, operators can view the operating data of their plant at any time. This data is available in the form of informative analyses in real time. Important information on key performance indicators (KPIs) for a production line, such as availability, production volume and product quality, is clearly visible at a glance. With C-BEYOND, the production process can be documented in detail, and the scheduling of maintenance work optimised. C-BEYOND also identifies the energy consumption and CO2 emissions per kilogram of compound produced. With the Overall Equipment Effectiveness Tool, or OEE Tool for short, customers can view the efficiency of their plant and react quickly to any deviations.
How are digital products of that nature regarded by customers?
Von Hoffmann: We initially introduced C-BEYOND to a number of trial customers. Now, increasing numbers of customers want to retrofit their systems with it, in order to benefit from its numerous features. We offer digital life cycle management for example, which provides customers with a proactive maintenance plan that shows when maintenance measures are due for a unit, such as changing the gear oil. We use a condition monitoring system to record the actual load on an extruder. The customer is notified as soon as irregularities occur during an extruder operation and can plan service measures with sufficient lead time. The power consumption of the plant and each unit is also displayed digitally via C-BEYOND. Therefore, anomalies can be identified immediately and countermeasures taken. C-BEYOND can also be viewed on a smartphone via an app. This means that even the company boss can view all the live data from the machines from anywhere.
Is there a trend among your customers towards purchasing complete systems?
Von Hoffmann: Yes, there is a trend in that direction. At Coperion, we offer everything from individual equipment, such as a feeding unit, a rotary valve, or an extruder, to complete systems. It very much depends on the specific application of the system, and where it is to be installed. We have customers who buy individual units from us. If the systems are intended for other countries, they often want to play it safe and will place an order with us for a complete system. They then benefit from the added value of having a partner who can supply them with everything they need. We have the specialist knowledge for the individual machines, as well as the expertise for complete systems.
What role does the twin-screw extruder play in recycling?
Lechner: It is key to producing high-quality recycled materials. In the early days of recycling, single-screw extruders were widely used. However, these have limited capabilities and reach those limits when quality requirements increase. This is where the twin-screw extruder is unbeatable, as it melts the waste plastic very energy-efficiently, and produces a very homogeneous, well-degassed melt that is extremely gentle on the product. The result is a very high-quality compound. A second argument in favour of the twin screw is the throughput. A single screw is expedient for lower throughputs, but with material flows becoming larger, and applications more diverse, the twin screw is unbeatable.
Has the trend towards recycling slowed down?
Lechner:Germany produces around 5.7 million tonnes of plastic waste every year, of which around 35 percent is recycled. There is definitely room for improvement here. However, the demand for recycled materials is currently higher than the availability of raw materials. This is slowing down recycling somewhat. In addition, less plastic is being produced in this country overall because companies have relocated part of their production abroad due to high energy prices. The fact that the oil price is currently quite low is not helpful either. This makes recycled goods significantly more expensive than new goods. Nevertheless, we see a strong drive towards recycling, not only in Germany, but all over the world; that is why we believe that the trend towards recycling is continuing unabatedly.
Many plastics are considered non-recyclable. Will that change?
Lechner: It’s true that we can’t recycle everything yet, but there is a lot of research and development taking place. In the future, it will be possible to recycle plastics that are currently considered non-recyclable in an economically viable way. A lot of things are already possible today that weren’t possible a few years ago. We are now very good at recycling technical plastics, but also a range of mixed plastics. For example, multi-layer film can already be recycled mechanically in such a way that the result can be reused as a layer in a multi-layer film. With our new ZSK FilCo filtration compounder, we can produce recycled plastic with significantly higher product quality than was previously possible using the common two-stage recycling process. This makes many recompounds attractive for a much wider range of applications.
Many companies in Germany are struggling with the problem of a shortage of skilled workers. Is this also your experience at Coperion?
Von Hoffmann: The shortage of skilled workers is a major problem for all of us. Due to demographic developments, it is not likely to ease significantly in the foreseeable future. This is one of the reasons why our industry develops machines that are highly automated and therefore require fewer operators. Nevertheless, we will always need qualified personnel. We are working very hard to ensure that we recruit them, and are proud that we are currently training 76 apprentices and dual students at our German sites. We want to attract people to our company at an early stage and retain them.
The Future of Efficient Production Lies in Better Insulation
Optimum heat management for injection moulding tools
Keeping the temperature balance of an injection moulding tool constant is of elementary importance for efficient and resource-saving production. Many factors can influence the parameters in an injection moulding cycle: the ambient temperature in the production rooms, the humidity and the temperature of the injection moulding machine. It is not seldom that the uncontrolled heat loss out of heated injection moulding and compression moulding tools into the platens of the injection moulding machine are responsible for this. It is a case here of keeping the temperature where it is actually needed. This ensures stable production and makes sure that the desired results are obtained. With its extensive portfolio of thermal insulation sheets, HASCO offers the right solution here for every application.
For HASCO – the pioneer of mouldmaking for more than 100 years – heat management is seen as one of the key tasks for the implementation of demanding injection moulding requirements. Back at the design phase, mouldmakers can make an important contributioSn to the fine adjustment of the heat balance in the mould by taking into account special components for the insulation.
Wide range of HASCO thermal insulating sheets
Function of the insulating sheet
The task of the thermal insulating sheet is, as the name suggests, to insulate the mould. Heat losses through radiation, convection or contact transfer need to be avoided. For effective and reliable protection, a thermal balance is needed in the injection moulding cycle. Energy is introduced through cooling and possibly the hot runner technology in order to keep the cavity and the melt within the necessary temperature window. The faster and more reliably these temperatures are reached and adhered to, the sooner production can begin.
Stress through high pressure
A major factor during the injection moulding process is the pressure of several hundred tons that is repeatedly built up with every mould closure and affects the entire mould structure. The fact that a composite panel like the insulating sheet has to withstand the same loads as a steel panel explains the necessity for the corresponding quality.
HASCO thermal insulating sheets in detail
For this purpose, HASCO provides its customers with the right components. The thermal insulating sheets Z121/…, Z1212…/Z1213/…, Z12120/… and Z12010/…- Z12015… are ideal for thermally insulating the mould from the injection moulding machine. Heat transfer is minimised or excluded completely. In addition, the heat distribution in the actual mould is homogenised. Productivity increases are achieved on the one hand in the fields of part quality and process reliability, and on the other, through high effectivity, resulting from the uniform distribution of the heat in the mould.
Sustainability and energy savings
Indirectly, the thermal insulating sheets help to ensure that the heating elements in the moulding tool do not have to be supplied up to the limit with valuable energy. The reduced load leads to longer lifetimes of the elements. In addition, the defined mould temperature in the mould is reached faster, which accelerates the start of the production. With simple optimisation of design, up to 50 percent energy can, in comparison, be saved, and the process can be made more sustainable.
Thermal conductivities of different materials
Technical properties and material composition
The rectangular and square thermal insulating sheets, consisting of glass fibre and synthetic resin material combinations, have good dimensional stability, ensure outstanding thermal properties and have excellent chemical resistance. The application-specific adjustment to the thermal requirements is achieved by the material composition. With an increase in the resin content, the thermal conductivity is reduced, while a comparatively higher glass fibre content increases the compressive strength.
Criteria for selecting the right thermal insulating sheet
The parallelism of the thermal insulating sheet also plays an important role in the selection. It is important that the cavities of the two mould halves run absolutely parallel to each other. Flash formation or poorer ventilation of the mould are undesirable accompanying phenomena if this rule is not adhered to.
And finally, the dimension of each sheet has an influence on the functionality. HASCO thermal insulating sheets are available in thicknesses of 3 to 8.5 mm and are oriented with their dimensions to the common sizes of the platens. When developing the sheets, account was taken in each case of a minus tolerance so that they are not damaged through side stresses.
Customised solutions
In addition to the standard products in various dimensions and designs, HASCO also offers customised solutions for special applications. On the one hand, they refer to the measurements of the products, which are made individually for the customers according to their specifications. For work in a clean room, as in the fields of medical technology or the food industry, the sheets are provided with a PTFE protective coating, which prevents the dissolving of substances during production that would contaminate the article. Apart from that, the possibility of oils and lubricants penetrating the sheet is excluded.
Digital support through the HASCO App
To simplify selection and definition from the wide-ranging portfolio, HASCO provides digital support in the form of an App, which also offers further helpful functions. Here, the mouldmaker or designer can himself determine the surface temperature on the thermal insulating sheet through the input of sheet type and its thickness as well as the mould temperature.
Investment in quality pays off
Summarising, the following selection criteria are of key importance for choosing the right thermal insulating sheet:
Temperature resistance
Insulation value or thermal conductivity
Compressive strength / dimensional stability
Evenness
Abrasion resistance
These criteria should be taken into account when selecting the mould insulation. Investment in quality and long service life always pay for themselves through the longer lifecycle of the injection moulding tool.
The Breakthrough Driving the Future of Glass Fiber Processing
Noticeable cost advantages with consistent component quality ROI in less than a year
Patented screw geometry for fiber-friendly compounding and maximum efficiency
Greater formulation flexibility for component-specific applications
Live at K 2025: GX 650-4300 with new LRXplus 350 linear robot
With its new Chopped Fiber Processing (CFP) technology, KraussMaffei is setting a milestone in the processing of fiber-reinforced thermoplastics. This innovative process enables the direct, fiber-friendly compounding of polypropylene (PP) and chopped glass fibers in the injection molding process for the first time. Visitors to K can experience the CFP technology live at the exhibition stand: A GX 650-4300 with the new LRXplus 350 linear robot is producing a complex tailgate component for the automotive industry.
“With the unique CFP technology, we offer our customers a true game changer that significantly reduces their material costs in the production of fiber-reinforced components. We are particularly proud of the heart of the new CFP technology, the patented screw geometry, which was developed specifically for the technology by KraussMaffei,” says Jörg Stech, CEO of KraussMaffei Technologies GmbH.
Technological edge through flexible direct compounding
Compared to traditional processes using pre-compounded long glass fiber granulate, the CFP technology enables separate dosing of PP and glass fibers. Both components can be supplied directly via the machine’s conveyor system, homogenized in the cylinder, and processed particularly gently with the help of the new CFP screw. This offers the advantage that no fiber clusters are formed during processing, thus ensuring optimum component properties at significantly lower material costs.
Individually customizable formulations – with cost savings of 30%
The CFP technology enables plastic processors to individually dose and mix polymers and fibers. This allows them to develop their own formulations for components and build up material expertise, giving them a targeted competitive advantage. At the same time, savings in material usage lead to cost reductions of up to 30 percent and a noticeable reduction in the product carbon footprint (PCF) through inline compounding.
ROI in less than 12 months – easy to retrofit
Other highlights of the new CFP technology include compatibility with KraussMaffei machine series and easy retrofitting – even for existing, older systems using the KraussMaffei Retrofit Program. Thanks to the material savings and process advantages that can be achieved, the return on investment (ROI) is less than one year.
Live at K 2025, visitors can experience the CFP technology on a GX 650-4300 (clamping force 6500 kN) with an LRXplus 350 linear robot. The production of a complex, functionally integrated tailgate component with realistic 3D geometry and high functional integration will be demonstrated – without reworking and ready for assembly straight from the machine. This opens up new possibilities for the manufacture of structural and support components as well as reinforcement elements.
In line with the trade fair motto “Performance. Perfected. For You.” the GX 650-4300 is equipped with proven BluePower options such as servo drive and insulating sleeves. With BluePower energy and performance monitoring, plastics processors are able to call up precise energy consumption data. In addition, the BluePower ecoAssistant enables the machine to be switched to an energy-efficient mode at the touch of a button while maintaining the same performance.
The component is filled in cascade via three injection points. The proven APCplus machine function impresses with new features at K. For example, cascadeX ensures weld line-free filling behavior and improved mechanical properties in applications with cascades. The APCplus function materialX uses material-specific compression curves to control the injection molding process. This achieves a particularly high level of component precision.
Complete process documentation – accessible at any time
The weigh unit integrated into the gripper of the LRXplus 350 determines and records the weight of the components cycle by cycle. All production data and quality characteristics are documented online. Upon removal, all components are given an individual QR code imprint. This enables KraussMaffei to offer plastics processors the option of retrieving the quality characteristics of a component and its production data online at any time, e.g. for quality assurance purposes.
Wide range of applications: from automotive to aviation
Whether in the automotive and aerospace industries or in technical consumer goods, KraussMaffei’s new CFP technology offers a high degree of flexibility in the production of structural and load-bearing components as well as reinforcement elements – and that with significant cost advantages.
Weaker Regional Growth Impacts Financial Resilience in Half Year 2025 Results
MOL Group’s profit before tax reached USD 236 mn in the second quarter of 2025, down by 56% year-on-year due to lower operating profits but supported by finance gains.
Upstream’s performance was influenced by decreasing oil and gas prices, while production remained at high levels.
Downstream’s performance was lowered due to the regional slowdown in demand, but the effect of lower prices was largely offset by strong sales volumes.
Consumer Services’ performance was supported by contributions from both fuel and non-fuel sides.
Circular Economy Services reported a negative EBITDA of USD 10 mn due to seasonally higher operating expenses.
Gas midstream performance declined despite high transmission volumes.
Today, MOL Group announced its financial results for Q2 and H1 2025. In the second quarter of the year, MOL Group delivered USD 236 mn profit before tax, marking a 56% decrease year-on-year. Slowing regional macroeconomic environment impacted performance adversely in Q2; however, this was offset by high production levels in Upstream, strong volumes in Downstream and growing Consumer Services performance.
Chairman-CEO Zsolt Hernádi commented on the results: “Geopolitical tensions and regional macroeconomic challenges significantly impacted our performance; however, our integrated business model helped us mitigate the impacts. Based on our first-half results, we have reaffirmed our 2025 guidance, albeit the risks to reaching the guidance have increased as the volatility in external conditions has grown since we announced our expectations in February.
We respond to global challenges with conscious planning, dedicated work and a future-proof strategy. We also need to do our homework in terms of efficiency improvement; therefore, we have launched a comprehensive program in downstream, which aims to generate USD 500 mn improvement per year. This not only mitigates the effect of the worsening macro environment but also brings USD 200mn additional EBITDA for the downstream segment beyond 2027 via multiple new measures not yet included in the strategy. We are further deepening our strategic cooperation with our Azerbaijani and Kazakh partners, enabling us to take important steps in joint exploration and production and in the diversification of crude oil. We took a role in the renewal of the Budapest University of Technology and Economics as a strategic investor, enabling us to enhance our innovation capacities and to train and attract engineers with state-of-the-art knowledge—a crucial step for the future of MOL Group.”
Upstream results decreased quarter-on-quarter as both oil and gas prices marked a double-digit decrease in Q2. Production remained at high levels with an average of 93.5 mboepd in Q2 2025, in the upper half of the guidance band of 92-94 mboepd, marking a slight quarter-on-quarter decrease due to the underperformance of international assets. Meanwhile, key terms were signed with SOCAR to enter onshore exploration in the Shamakhi-Gobustan region of Azerbaijan as operator with a 65% stake.
The Downstream segment’s performance declined year-on-year as the slowing regional macroeconomic environment weighed on prices, but strong production and sales volumes, which were highest in a decade, could largely offset the effect of decreasing margins. Petrochemicals remained loss-making due to the continuing contraction in demand, which has not yet eased.
A new comprehensive program was launched to improve the operational and financial resiliency of Downstream in a more volatile external environment. The “Tomorrow Downstream” program aims to generate USD 500 mn in annual improvement beyond 2027, offsetting the worsening macro effects and delivering an additional USD 200 mn to the annual USD 1.2 bn downstream strategic EBITDA target.
Consumer Services delivered continued growth, supported by a strong season on both fuel and non-fuel sides, despite the macroeconomic environment remaining a challenge in the core countries. Fuel margins continued to strengthen on the Romanian and Croatian markets, while the dynamics of non-fuel expansion remained healthy. The rollout of the Fresh Corner concept continued at train stations and in railway dining cars, and the network expanded to 1,356 units by the end of Q2 2025, marking a 1% increase quarter-on-quarter and 7% year-on-year.
Circular Economy Services reported a negative EBITDA of USD 10 mn due to seasonally higher operating expenses. The main CAPEX priority remained ramping up the Deposit Return System (DRS), with redemption being available at nearly 5,000 locations. Beverage packaging returns grew by 34% quarter-on-quarter, reaching approximately 8.7 million units per day.
Gas Midstream EBITDA declined year-on-year despite the strong demand for transmission services, in line with the lower tariff environment.
Honoured in India’s Top Employer 2025 Rankings for Building World-Class HR Systems and People Focus
UFlex Limited, India’s largest multinational flexible packaging and solutions company, has been recognised as a Top Employer in India by the Top Employers Institute, a leading global authority on HR excellence, certifying and guiding organizations to adopt world-class people practices.
This global certification is a benchmark of excellence for people practices and stands as a testament to UFlex’s commitment to being an employer of choice by creating a workplace where both people and purpose thrive. Achieving this recognition involved a thorough assessment of its HR practices across key areas, including people strategy, talent acquisition, learning, diversity & inclusion, and well-being. The recognition reflects the strength of UFlex’s progressive people-first culture and highlights the progress it has made in making UFlex a preferred workplace.
Over the years, UFlex has built a strong people-centric ecosystem backed by employee-first policies and an open, agile culture. The organisation has introduced various initiatives aimed at supporting holistic development and employee well-being. The company offers curated learning paths, leadership development modules, and access to on-demand training through its internal learning platform, supporting continuous professional growth.
Sharing his thoughts on the achievement, Mr. Anantshree Chaturvedi, Vice Chairman and CEO, Flex Films International, said, “This recognition is an important milestone in UFlex’s journey. At UFlex, our people are at the centre of everything we strive to be as an organization. Being named a Top Employer India 2025 goes beyond just this recognition. It reflects the inclusive, progressive, and future-ready work culture we have strived to build. It motivates us to continue investing in our people, nurturing talent, and driving positive change in the packaging industry. This has always been our path to success.”
Commenting on the recognition, Mr. Chandan Chattaraj, President – Human Resources (India and Global), said, “At UFlex, HR transformation has been a continuous and all-encompassing journey focused on strengthening our people practices in alignment with evolving business goals. We nurture talent through future-focused learning, fostering agility and collaboration across our global ‘centers of excellence’, and promoting diversity and inclusion by ensuring equal growth opportunities. Over the years, we have received recognition from esteemed institutions, which has served as an important validation of our progress. Being certified by the Top Employers Institute is a proud moment that highlights our efforts in delivering best-in-class employee experience, making UFlex a preferred workplace.”
“Consistency in a not-so-consistent world? Amidst constant change—through technological advances, economic shifts, and evolving social landscapes—it is inspiring to see people and organisations rise to the challenge. This year, the Top Employers Certification Programme highlights the dedication of our Top Employers as they continue to set the standard, consistently delivering world-class HR strategies and practices. These Top Employers strive to foster growth and well-being, all while enriching the world of work. We are proud to celebrate these people-first leaders and teams as the Top Employers for 2025!”, said, Mr. David Plink, Chief Executive Officer, Top Employers Institute.
The Top Employers Institute program certifies organisations that demonstrate excellence in delivering a superior employee experience. The programme has certified and recognised over 2,400 Top Employers in 125 countries/regions across five continents.
An Exclusive Interview on the road to K 2025 with Mr. Dietmar Dieing, Vice President Sales Plast at Sesotec GmbH, AI delivers great benefits for plastics recycling
Mr. Dieing, how can planning certainty be provided in terms of the circular economy?
Planning certainty is extremely important for the success of the circular economy. It can only be achieved if reliable material flows are produced, standardised recyclate quality is obtained, and stable legal framework conditions are in place; these are three prerequisites that currently do not exist; many things are lackinging. We do not yet have transparent data on products along the entire value chain; a kind of material passport so to speak. We also do not yet have the necessary partnerships between producers, recyclers and machine manufacturers, or political incentives and detailed standards. We will only be able to sort waste through our sorting machines in such a way that a waste product can later correspond to its original product once all of this is in place.
Which of the above requirements is the most difficult to implement?
The most difficult are probably the political standards and incentive systems for Europe. These must ensure that everyone works under the same conditions. So far, this has only been fragmentary. For example: there is a requirement from the EU Commission that at least 30 percent of recycled materials from post-consumer waste must be used in new products as of 2030. These quotas cannot be met at present, because it is not yet clear exactly in what quality grades the recycled material is available on the market, and in which quantities. It would therefore be important to introduce a regulation stipulating that all products must be manufactured in such a way that they can be recycled.
That means a Design for Recycling?
Exactly. Today, many applications still use composite materials that cannot be reasonably converted into recycled materials. Take multi-layer films in the packaging sector for instance: these consist of several different plastics and cannot be recycled in such a way to produce high- quality films. Mono-layer films on the other hand are very easy to recycle because they consist of a single polymer. The material flow that is then created begins to be recyclable. The goal must be to achieve the best possible material flow, whereby we can state that everything made from this material is truly 100% recyclable. Designing for recycling purposes must be mandatory. If no specific regulation is set, the whole thing will not work.
When do you expect these specifications to be in place?
I am very sure that we still have a long way to go. Nothing is likely to change in the short term. This is due to the economic situation we are facing today, and foreign competition, including in mechanical engineering. The technological possibilities are there, but they are expensive. Many customers are simply not prepared to pay the additional costs. In the end, price always wins.
What are the benefits of artificial intelligence in plastics recycling?
I see a huge benefit in this area: in plastics recycling, we have to process large amounts of data extremely quickly in order to optimise processes. AI is exactly the right tool to do this. In the future, there will be more and more specialised applications for AI. Today, we can use cameras and sensors on our conveyor belts in a post-consumer waste stream to identify the manufacturer of a piece of packaging and the material it is made of. With AI, in the future, we will be able to more or less sort in whatever way we wish. For example, we can retrieve data from the internet about a laptop running on the conveyor belt: what processor it has, what components, or how many rare earths have been used. This will offer considerable advantages in the future, because we will be able to sort for value directly from the first material stream. AI also makes material flows safer. Today, we see many recycling plants catching fire because lithium-ion batteries are passing through the shredder. This will no longer happen with the use of AI.
What is already possible at Sesotec today?
We already use AI on our machines to teach them to recognise images, i.e. products. These products are then automatically recognised by every one of our sorters around the world. We also use AI in our sensor technology, which means we can determine with almost 100% certainty whether a product is polyethylene, polypropylene or polystyrene.
How will plastics engineering fare in the future?
Mechanical engineering companies will hold their own. Innovation in Europe remains very strong. Just think how well the new machines are already able to process recycled materials. If we consistently consider recyclability, we will be able to stay ahead of the competition in the future, especially of our competitors in China. However, the Chinese have now learned to build good machines too. We must therefore prepare ourselves for new competitive behaviour from Asia. Basically, though, I am very optimistic about our future.











 Technological edge through flexible direct compounding
Technological edge through flexible direct compounding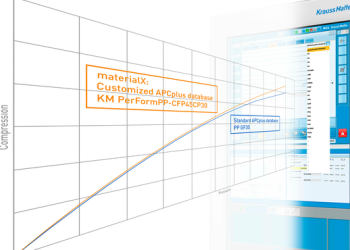 In line with the trade fair motto “Performance. Perfected. For You.” the GX 650-4300 is equipped with proven BluePower options such as servo drive and insulating sleeves. With
In line with the trade fair motto “Performance. Perfected. For You.” the GX 650-4300 is equipped with proven BluePower options such as servo drive and insulating sleeves. With 

 This global certification is a benchmark of excellence for people practices and stands as a testament to
This global certification is a benchmark of excellence for people practices and stands as a testament to 